
Hướng Dẫn Chuẩn Hóa File SketchUp Bằng ABF Để Gia Công CNC Không Lỗi.
Trong kỷ nguyên nội thất công nghiệp 4.0, sự kết hợp giữa phần mềm dựng hình 3D SketchUp và plugin ABF được xem là "vũ khí tối thượng" của các kiến trúc sư (KTS) và kỹ sư bổ kỹ thuật. Quy trình này giúp chuyển đổi nhanh chóng ý tưởng thiết kế thành dữ liệu sản xuất (nesting) để chạy máy CNC. Tuy nhiên, không ít anh em triển khai kỹ thuật gặp phải tình trạng dở khóc dở cười: file xuất ra bị lỗi, kích thước lệch lạc, rãnh cam chốt bị lật mặt, hay nghiêm trọng nhất là hiện tượng mẻ cạnh tấm gỗ khi gia công CNC thực tế.
Hiện tượng lỗi mẻ cạnh không chỉ làm giảm thẩm mỹ sản phẩm, lãng phí phôi mà còn gây chậm tiến độ, ảnh hưởng trực tiếp đến uy tín của xưởng với đối tác và khách hàng. Bài viết này sẽ hướng dẫn chi tiết cách chuẩn hóa file SketchUp bằng plugin ABF từ góc nhìn kỹ thuật thực chiến, giúp anh em xuất file "phát một ăn ngay", tạo ra những đường cắt sắc nét và tối ưu hóa quy trình sản xuất khi phối hợp với các xưởng gia công chuyên nghiệp.

phần mềm SketchUp và công cụ plugin ABF để gán nhãn.
. Tại sao file SketchUp lỗi lại dẫn đến hiện tượng mẻ cạnh khi gia công CNC?
Để khắc phục triệt để lỗi mẻ cạnh (chipping) ở bề mặt gỗ công nghiệp (MDF, HDF phủ Melamine hoặc Laminate) khi cắt bằng máy CNC, trước hết chúng ta cần hiểu rõ nguyên nhân từ phần mềm ảnh hưởng như thế nào đến quá trình vận hành cơ khí của máy trung tâm:
Định hướng mặt phôi bị sai
Máy CNC khi đọc dữ liệu xuất từ ABF sẽ mặc định hiểu mặt trắng (Front Face) là mặt chính nằm ngửa lên trên để chịu lực cắt trực tiếp từ mũi dao nén (Up-Down bit). Nếu người vẽ để mặt xám (Back Face) lật lên trên một cách lộn xộn, đường dao cắt sẽ đi ngược với chiều nén của sợi gỗ, lực cắt từ dưới kéo lớp Melamine bề mặt lên và gây mẻ cạnh ngay lập tức.
Không thiết lập hoặc thiết lập sai đường vân gỗ
Với các loại ván có vân gỗ hoặc vân giả đá, thớ vật liệu có cấu trúc hướng nhất định. Nếu trong file SketchUp anh em không định hướng thớ ván bằng công cụ của ABF, phần mềm nesting sẽ tự động xoay tấm gỗ theo thuật toán tiết kiệm ván nhất. Khi máy CNC cắt cắt ngang qua thớ gỗ với tốc độ cao mà không có đường dao mồi hợp lý, bề mặt gỗ rất dễ bị tước và mẻ dọc theo đường cắt.
Khấu trừ chỉ dán cạnh chưa chuẩn
Khi bổ kỹ thuật không khai báo rõ ràng cạnh nào dán chỉ 0.5mm, cạnh nào dán chỉ 1mm hoặc 2mm, hoặc quên tích chọn chế độ "Trừ chiều dày chỉ", kích thước phôi thô cắt ra sẽ bị sai lệch. Quá trình xử lý ép nẹp hoặc gọt chỉ thủ công sau đó do phôi không chuẩn sẽ tác động lực ép sai lệch, dễ làm nứt nẻ lớp liên kết viền cạnh.
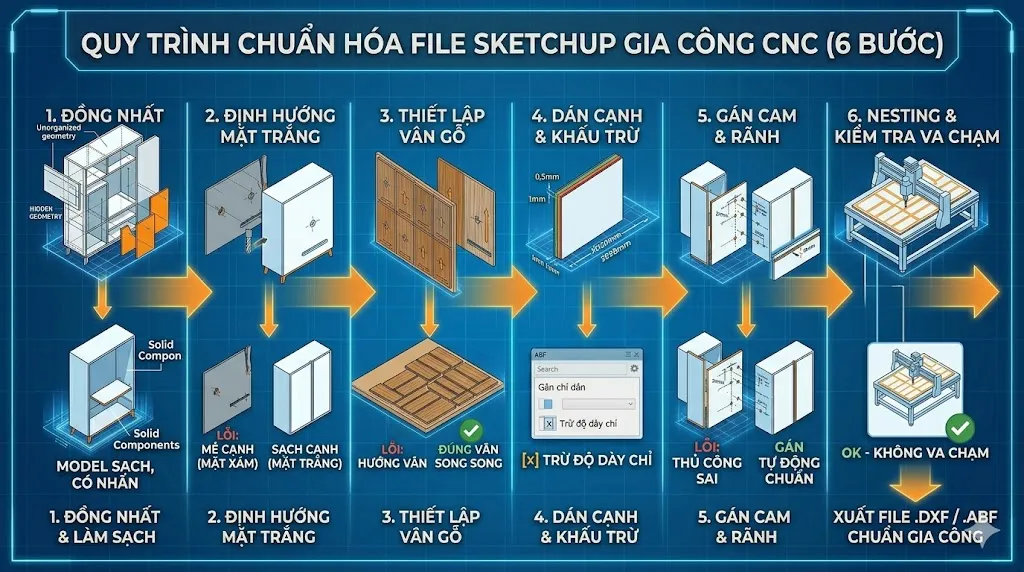
2. Quy trình 6 bước chuẩn hóa file SketchUp bằng ABF chuẩn "nét căng"
Để đảm bảo file thiết kế của bạn tương thích hoàn hảo với hệ thống máy móc tại các xưởng gia công CNC nội thất Cần Thơ tiêu chuẩn cao, hãy tuân thủ nghiêm ngặt quy trình 6 bước chuẩn hóa dưới đây:
Bước 1: Đồng nhất cấu trúc Component và làm sạch model
Mỗi tấm ván trong kết cấu mô-đun tủ bắt buộc phải là một Solid Component độc lập. Anh em tuyệt đối không để dạng Group lồng group vô tội vạ hoặc các nét vẽ rời (Loose Geometry) nằm trong linh kiện.
- Sử dụng tính năng "Dọn rác" (Purge Unused) trong SketchUp để xóa bỏ hoàn toàn các Component ẩn, vật liệu thừa nhằm giảm dung lượng file.
- Kiểm tra độ dày tấm ván: Đảm bảo độ dày thực tế của tấm ván trong model (ví dụ: 17mm, 15mm, 9mm) phải trùng khớp chính xác với độ dày của vật liệu sẽ gia công tại xưởng.
[Vị trí chèn ảnh 2: Ảnh chụp màn hình bảng quản lý Component trong ABF, minh họa cấu trúc đặt tên rõ ràng cho từng tấm ván kết cấu như Hồi trái, Hồi phải, Đáy, Đợt di động]
Bước 2: Định hướng mặt – Quy tắc mặt trắng mặt xám
Đây là bước quyết định đến 90% việc rãnh hậu và lỗ cam chốt có bị khoan ngược mặt hay không, đồng thời hạn chế tối đa lỗi mẻ cạnh.
- Bật chế độ hiển thị màu mặt mặc định (Monochrome) trong SketchUp để kiểm tra trực quan.
- Toàn bộ bề mặt lộ ra ngoài, bề mặt cần gia công khoan lỗ cam, chạy rãnh (Slotting) phải hiển thị là MẶT TRẮNG.
- Sử dụng công cụ "Định hướng mặt" của ABF để lật lại các mặt xám bên trong hoặc dùng lệnh Reverse Faces thủ công. Hãy nhớ: Mặt trắng hướng về hướng mũi dao CNC tiếp cận.
Bước 3: Thiết lập đường vân gỗ
- Chọn toàn bộ các chi tiết cần giữ vân gỗ theo một chiều nhất định (thường là chiều dọc của cánh tủ, hồi tủ hoặc mặt ngăn kéo liên hoàn).
- Click vào biểu tượng "Định hướng vân gỗ" trên thanh công cụ ABF để cố định thớ.
- Việc định hướng này giúp phần mềm Nesting hiểu rằng không được tự ý xoay ngang tấm ván đó khi sắp đặt sơ đồ cắt, giữ cho thớ gỗ luôn đi đúng hướng, giúp mũi dao nén cắt ngọt và không làm tổn thương thớ Melamine bề mặt.
Bước 4: Cấu hình dán cạnh và khấu trừ độ dày chỉ dán
- Sử dụng tính năng "Gán chỉ dán cạnh" (Edge Banding) của ABF.
- Chọn đúng mã màu và độ dày của chỉ dán (ví dụ: chỉ PVC 0.5mm cho thùng tủ, chỉ 1mm - 2mm cho hệ cánh).
- Đánh dấu chính xác các cạnh cần dán (Cạnh trên, dưới, trái, phải của từng tấm ván).
- QUAN TRỌNG: Tích chọn ô "Trừ độ dày chỉ dán cạnh" (Deduct edge banding thickness) để phần mềm tự động thu nhỏ kích thước phôi thô xuống. Kỹ thuật viên của xưởng chỉ cần nạp file vào máy cắt, kích thước sau khi dán nẹp nẹp sẽ khít khao đúng 100% bản vẽ 3D, loại bỏ hoàn toàn việc thợ phải gọt đẽo thủ công gây mẻ cạnh cạnh gỗ.
[Vị trí chèn ảnh 3: Giao diện thiết lập tính năng gán chỉ dán cạnh trong ABF SketchUp, hiển thị trực quan các bước chọn độ dày chỉ dán và tích chọn khấu trừ kích thước phôi]
Bước 5: Gán liên kết cam chốt, rãnh hậu và liên kết âm
- Sử dụng thư viện liên kết của ABF để thả các vị trí khoan cam chốt, chốt đợt di động, vít bắn hậu tự động.
- Thiết lập chiều sâu rãnh hậu (thường sâu 8mm - 10mm cho ván hậu 6mm hoặc 9mm). Đảm bảo đường rãnh không cắt phạm vào các vị trí liên kết cam chốt xung quanh.
- Đối với các liên kết thông minh như Lamello, Nexis hoặc liên kết âm chữ T, cần khai báo đúng loại dao cắt và đường kính dao tương ứng của xưởng để phần mềm tính toán đường chạy dao (G-code) chuẩn xác, tránh va chạm dao.
Bước 6: Nesting thử nghiệm và kiểm tra va chạm đường dao
Trước khi xuất file định dạng .dxf hoặc .abf gửi cho xưởng vệ tinh B2B, anh em hãy chạy tính năng "Nesting" ngay trên plugin để kiểm tra sơ bộ:
- Xem các tấm ván sắp xếp đã tối ưu chưa, tỷ lệ hao hụt ván là bao nhiêu.
- Kiểm tra xem có chi tiết nào bị xếp chồng lên nhau hay đường dao cắt bị đè lên nhau hay không. Nếu phát hiện bất thường, quay lại model 3D để sửa ngay lập tức trước khi xuất file bản cuối.
3. Những lưu ý "sống còn" cho KTS và thợ bổ kỹ thuật khi xuất file ABF
Bên cạnh việc thực hiện đúng quy trình trên phần mềm, anh em bổ kỹ thuật cần tư duy dựa trên thực tế vận hành cơ khí để file vẽ ra đạt độ hoàn hảo cao nhất khi đưa vào máy chạy:
- Khoảng cách giữa các chi tiết khi Nesting: Khoảng cách an toàn tối thiểu giữa hai chi tiết cạnh nhau trên tấm ván nên đặt bằng 2 lần đường kính dao cắt + 2mm. Nếu xưởng gia công sử dụng dao 6mm, hãy đặt khoảng cách tối thiểu là 14mm. Điều này giúp áp lực hút chân không của bàn máy CNC không bị xì, tránh làm xê dịch các tấm gỗ nhỏ dẫn đến đường cắt bị lệch hoặc mẻ phôi.
- Ưu tiên công nghệ cắt hai lần: Đối với những chi tiết quá nhỏ hoặc dải ván dài có bề rộng dưới 100mm, lực hút chân không rất khó giữ chặt phôi. Hãy ghi chú với xưởng gia công áp dụng đường chạy dao mồi (cắt phá lớp bề mặt trước khoảng 2-3mm rồi mới cắt đứt ở lượt thứ 2) để không bị văng phôi và mẻ cạnh.
- Đồng bộ mã vật liệu: Tên vật liệu trong file SketchUp phải đồng bộ chính xác với mã ván thực tế tại kho của xưởng gia công (Ví dụ: MDF 17mm chống ẩm phủ Melamine) để hệ thống nhận diện đúng phôi khi nạp vào máy CNC trung tâm.
[Vị trí chèn ảnh 4: Sơ đồ đồ họa mô tả cơ chế hoạt động của mũi dao nén CNC (Up-Down Bit) tác động lực cắt lên tấm gỗ công nghiệp phủ Melamine để giải thích nguyên lý chống mẻ cạnh bề mặt]
4. Lợi Phát CNC – Xưởng vệ tinh công nghệ cao đồng hành cùng anh em KTS Miền Tây
Việc chuẩn hóa file SketchUp bằng ABF là điều kiện cần từ phía người thiết kế, nhưng để tạo ra một sản phẩm nội thất tinh tế, không một vết mẻ cạnh, lắp ráp chính xác 100% thì điều kiện đủ phải nằm ở hệ thống máy móc gia công hiện đại và tư duy vận hành của nhà xưởng.
Nếu anh em KTS, kỹ sư bổ kỹ thuật tại Cần Thơ và các tỉnh khu vực Miền Tây đang tìm kiếm một giải pháp outsourcing chuẩn chỉ, Công ty TNHH Lợi Phát chính là giải pháp gia công cnc nội thất cần thơ – xưởng vệ tinh B2B chuẩn công nghệ đáng tin cậy hàng đầu.
Tại Lợi Phát, chúng tôi giải quyết triệt để nỗi lo lỗi file và mẻ cạnh nhờ quy trình đồng bộ khép kín:
- Hệ thống máy CNC trung tâm hiện đại: Sở hữu tốc độ vòng quay lớn, tích hợp hệ thống dao nén (Up-Down bit) cao cấp giúp cắt phôi Melamine ngọt, mịn, hoàn toàn không xảy ra tình trạng răng cưa hay mẻ cạnh bề mặt.
- Công nghệ dán cạnh PUR đỉnh cao: Lợi Phát sở hữu dây chuyền máy dán cạnh PUR có hệ thống phay cạnh trước khi dán (Pre-milling). Hệ thống này sẽ tự động gọt mịn lại 0.3mm - 0.5mm viền cạnh phôi thô trước khi lăn keo PUR chống nước. Nhờ vậy, ngay cả khi phôi có vết xước nhỏ trong quá trình cắt, máy dán cạnh cũng sẽ xóa bỏ hoàn toàn, tạo ra đường viền nẹp không đường line (No-line), phẳng mịn tuyệt đối.
- Quản lý mã QR riêng biệt độc bản: File ABF sau khi được chuẩn hóa sẽ đồng bộ trực tiếp vào phần mềm sản xuất của Lợi Phát. Mỗi chi tiết ván cắt ra đều được dán mã QR riêng giúp kiểm soát chính xác vị trí dán cạnh, lỗ khoan liên kết, hỗ trợ thợ lắp ráp nhanh chóng, không sai một ly.




Với hạ tầng nhà xưởng rộng hơn 1.000 m² tại TP. Cần Thơ, Lợi Phát chủ động toàn bộ quy trình từ hỗ trợ kiểm tra file 3D, gia công CNC, dán cạnh PUR chuyên sâu đến đóng gói giao hàng tận nơi. Chúng tôi cam kết làm việc bằng sự chính trực, minh bạch, trở thành cánh tay nối dài chuyên nghiệp giúp anh em giải phóng áp lực sản xuất và tối ưu hóa chi phí vận hành.
Anh em KTS và các xưởng nội thất kết nối ngay với Lợi Phát để nhận bảng báo giá dịch vụ gia công CNC và quy chuẩn phối hợp file ABF tối ưu nhất!
THÔNG TIN LIÊN HỆ NỘI THẤT LỢI PHÁT:
- Địa chỉ: 369F Nguyễn Văn Cừ – P. Tân An – TP. Cần Thơ
- Hotline/Zalo: 0939 454 454
- Email: loiphat@noithatloiphat.vn
- Website: noithatloiphat.net